



金属プレス加工の現場が抱えるお悩みを 劇的に改善する方法とは?
現在、50%以上の加工油過剰に使用されていることをご存知でしょうか?加工油の最適なレベルを制御して、それを維持することで、塗油工程に関わる様々な問題を劇的に解決することができます。
関連メディア
このカタログについて
| ドキュメント名 | 金属プレス加工の 塗油に係る問題解決のご提案 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 3.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社サンエイテック (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
金属プレス加工の
塗油に係る問題解決のご提案
品質安定
加工油使用量削減
金型寿命延長
ト削
減
油コ
ス 善改
廃 境環
上
向
性
産
生
Page2
金属プレス加工の現場が抱えるお悩みを
劇的に改善する方法とは?
現場からよく耳にするお悩み 50%以上
・正確な制御を欠いている。 の加工油過剰に使用されて
・過度の加工油付着が起きる。 いることを
ご存知ですか?
・金型損傷を防止するために、さらにワークへ
過剰に注油してしまう…。
従来の塗油方法でそんなお悩みはありませんか?加工油の本来の目的は、成形 &プレス加工時の摩擦の低減、熱の放散、
金属摩耗の低減、かじりの防止などが挙げられます。しかしながら、注入する塗油量にばらつきがあると、製品不良率
の増加、生産性の低下、プロセスコストの増大を招く場合があります。各作業の加工油の最適なレベルを制御して、そ
のレベルを維持することで、塗油工程に関わる様々な問題を解決することが可能になります。
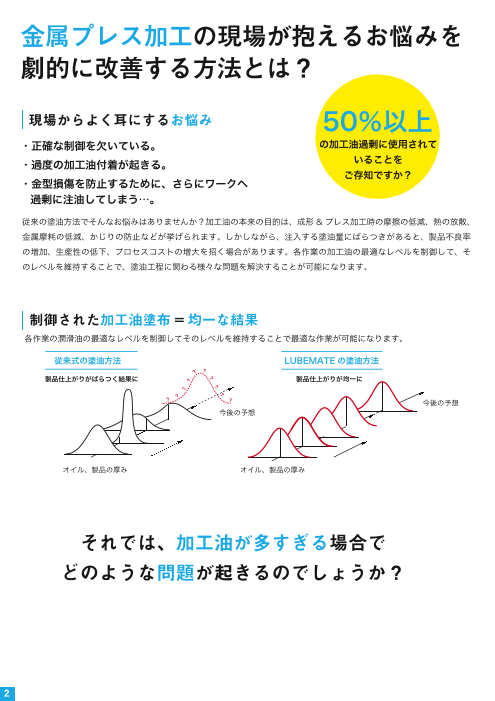
制御された加工油塗布=均一な結果
各作業の潤滑油の最適なレベルを制御してそのレベルを維持することで最適な作業が可能になります。
従来式の塗油方法 LUBEMATEの塗油方法
? ?
製品仕上がりがばらつく結果に 製品仕上がりが均一に
?
? ?
今後の予想
今後の予想
オイル、製品の厚み オイル、製品の厚み
それでは、加工油が多すぎる場合で
どのような問題が起きるのでしょうか?
2
?
?
?
?
?
Page3
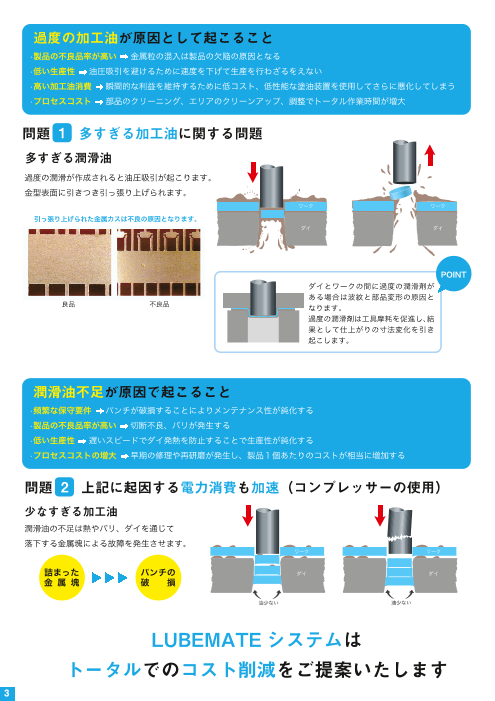
過度の加工油が原因として起こること
•製品の不良品率が高い 金属粒の混入は製品の欠陥の原因となる
•低い生産性 油圧吸引を避けるために速度を下げて生産を行わざるをえない
•高い加工油消費 瞬間的な利益を維持するために低コスト、低性能な塗油装置を使用してさらに悪化してしまう
•プロセスコスト 部品のクリーニング、エリアのクリーンアップ、調整でトータル作業時間が増大
問題 1 多すぎる加工油に関する問題
多すぎる潤滑油
過度の潤滑が作成されると油圧吸引が起こります。
金型表面に引きつき引っ張り上げられます。
ワーク ワーク
引っ張り上げられた金属カスは不良の原因となります。
ダイ ダイ
POINT
ダイとワークの間に過度の潤滑剤が
ある場合は波紋と部品変形の原因と
良品 不良品
なります。
過度の潤滑剤は工具摩耗を促進し、結
果として仕上がりの寸法変化を引き
起こします。
潤滑油不足が原因で起こること
•頻繁な保守要件 パンチが破損することによりメンテナンス性が鈍化する
•製品の不良品率が高い 切断不良、バリが発生する
•低い生産性 遅いスピードでダイ発熱を防止することで生産性が鈍化する
•プロセスコストの増大 早期の修理や再研磨が発生し、製品1個あたりのコストが相当に増加する
問題 2 上記に起因する電力消費も加速(コンプレッサーの使用)
少なすぎる加工油
潤滑油の不足は熱やバリ、ダイを通じて
落下する金属塊による故障を発生させます。
ワーク ワーク
詰まった パンチの ダイ ダイ
金 属 塊 破 損
油少ない 油少ない
LUBEMATEシステムは
トータルでのコスト削減をご提案いたします
3
Page4
高精密加工油コーティングシステム
LUBEMATEシステムの特徴
・塗布量の調整範囲を拡張し微細加工から大型高速プレスまで対応します。
・微量塗布コントロールで加工油使用量を大幅削減します。
・均一、安定塗油方式で金型寿命が延長します。
・高圧設定が可能で高粘度加工油に対応します。
・ノズル霧化圧が上下別に調整可能です。
・ミスト飛散や跳ね返りが少なく高い付着効率を保持します。
・低量低圧スプレー方式の均一で一貫性のあるソフトスプレーを実現します。
・非接触塗布のため材料の引っかき傷や磨耗が起きません。
・コントロールはプレス機の外に置けるため安全な操作が可能です。
LUBEMATEシステムの利点
・ローメンテナンス&クイックセットアップ
・潤滑の使用量を削減 ‒ 40%~ 70%
・金型寿命を延長
・メンテナンスダイ&ダウンタイムを削減
・プレス速度&プレス能力の増加 ・環境安全性、VOC(揮発性有機剤を減らす)レベル
・品質改善 /不良品減少
・使用油低減で廃棄物処理コスト&循環の値を増加させる
LUBEMATEシステムの適格プロファイル
•高速又は狭い材料のアプリケーションに適合します。
•ファイン潤滑の必要なプレスに対応します。
•潤滑油の消費量を削減します。
•オイルミストを除去することにより、作業環境を改善します。
•金型の長寿命化、不良品の削減を実現します。
LUBUMATEシステム構成
供給エアー バルブ開閉エアー
液剤流路 電気配線
霧化エアー1 霧化エアー2
電磁弁
コントローラー
バルブ
フィルター
材料
タンク バルブ
電気接続ボックス (10ℓ/20ℓ)
フィルターレギュレーター
交換用加工油フィルター 8500FLT(10μm)
※2ch仕様標準構想図 ※高粘度用加工油は別途フィルターアセンブリー推奨(100μm)
4
Page5
精密流量調整コントローラ LMC380
精密フロー 圧力スイッチ付
1台で8ヘッドの
コントロールで マニホールドで
流量調整が
各ヘッドの流量を タンク圧を
可能
微小量まで調整可能 確実に検知
高圧、間欠
上側バルブと 金型内潤滑バルブ用
スプレーヘッド
下側バルブの 駆動ポートを
駆動ポートを
霧化圧を別調整可能 標準装備
標準装備
最大の特徴:フローコントロール
微小量領域の設定性向上と大量塗油領域を拡大
低粘度、低流量~高粘度、大流量までコントロールできるように設計されています。
微少量(低粘度)領域 大流量(高粘度)領域
150
140
130
流120
量110
100
m 90
L 80
/ 70
m 60
i 50
40
n 30
20 製品M
10
0
0 5 10 15 20 25 30 35 40 45 50
FLOW CONTROL目盛り 加工油:G-6338F
製品M
塗布量微小コントロールの効果
1. 金型寿命が延長します。 6. クリーンアップ - 時間短縮と材料が減少します。
2. 潤滑油費が減少します。 7. 空気の質 - 霧、VOCが低減されます。
3. 有害廃棄物処理が減少します。 8. 生産性が向上します。
4. ツールの損傷が減少します。 9. 作業のセットアップ時間が短縮します。
5. ツールの研磨間隔が拡大します。 10. 外観検査が縮小します。
5
( )
Page6
LM87バルブ
・均一な薄膜塗油が可能な塗布ヘッド
・薄膜ダイアフラム式駆動で少液量低圧でも安定した塗布が可能です。
・ダイアフラムは超高分子ポリマーの高耐久仕様です。
・マイクロリッターからミリリッターの液量を吐出することが可能です。
・シンプルな設計と高品質な機械部品によりメンテナンスが最小限で済みます。
材質:SUS303 耐圧:0.5MPa 左右対称形取付
スプレー幅とノズルの距離
LM87-WF ノズルの向き 垂直に固定した場合 45°に固定した場合
スプレーバルブ LM87
(ワイドファンタイプ) (正面)
Aノズル先端からワーク表面
Bスプレー幅(目安)
までの距離
25 25 40
50 40 65
75 50 80
150 80 165
単位:mm
オプション LM62 バルブ
金型への定量な加工油供給が可能な塗布バルブです。
・ダイアフラム式駆動で接液部と駆動部を完全分離しています。
・ダイアフラムは超高分子ポリマーの高耐久仕様です。
・シンプルな設計と高品質な機械部品によりメンテナンスが最小限で済みます。
・LMC380コントローラからフローコントロールが可能です。
LM62 金型内循環バルブ付構成図
LM62
6