



関連メディア
このカタログについて
| ドキュメント名 | ~TOUGH MULTI~ 縦刃型高能率加工用多機能カッター VPXシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.9Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2020.7 改訂B250J
⾼能率加⼯⽤多機能カッタ
VPX インサートシリーズ 追加
高強度だけでない縦刃カッタの登場
高負荷加工はもちろん、ランピング加工まで実現
切削寿命の基準を覆す材種MV1020を追加
VPX300に低抵抗形Lブレーカを追加(2020.6)
深切込み用(長刃形)追加(2020.4)
YouTube
Page2
TOUGH & MULTI
Page3
TOUGH & MULTI
つよ
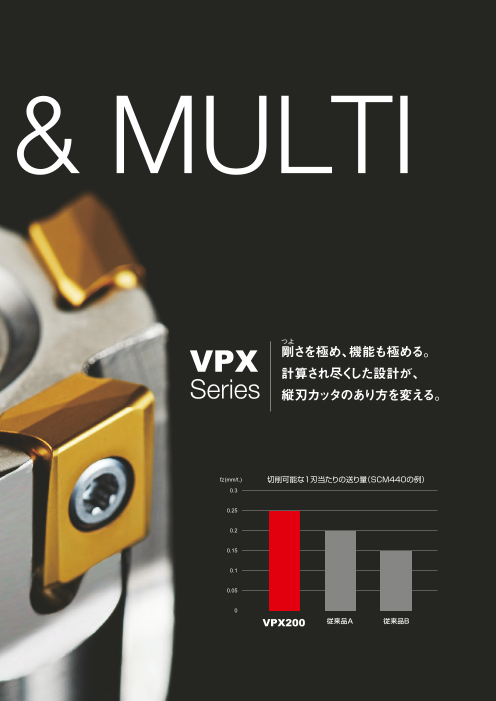
VPX 剛さを極め、機能も極める。計算され尽くした設計が、
Series 縦刃カッタのあり⽅を変える。
fz(mm/t.) 切削可能な1刃当たりの送り量(SCM440の例)
0.3
0.25
0.2
0.15
0.1
0.05
0
VPX200 従来品A 従来品B
Page4
About
TOUGH
縦置インサートならではのタフな切削を追求。
インサートを縦に配置することで、 ⾼いホル
S2 ダ剛性を確保します。また、切削加⼯中のS1
負荷を受ける厚み(S1>S2)が大きくなるた
め、耐欠損性に優れ、⾼能率加⼯でも安心
して加⼯できます。
VPX 従来品
広い着座⾯を設けることにより、インサー
トがより強固にクランプします。切削加⼯
中の振動による、インサートのブレを抑え
ます。
開発者の声 Voice of Developer
破壊試験を積み重ね、⽣み出された耐久性。
耐久性を向上させるため、まずはカッタに負荷をかけて壊すことから開発を
始めました。壊れた際の理由を分析し、改良したものをつくっては、また壊す。こ
の作業を納得いくまで積み重ねました。破壊試験を徹底し、耐久性を追求した
結果、無⼈運転や⾼能率加⼯に最適なカッタが実現できました。
YouTube
3
Page5
About
MULTI
多機能カッタとしての課題を解決。
L
APMX
L= tan%
RMPX
APMX
DC DC DCYouTube
開発者の声 Voice of Developer
試⾏錯誤のうえ、業界の課題を解決した。
切りくずの排出性や縦刃カッタ本来の切削性能を保ちつつ、ランピング加⼯に対応する多機
能性を実現しているのが、インサートの⾯と⾯のバランスです。縦刃カッタの多くは、ランピング
加⼯時に専⽤のインサートに付け替える必要があります。2種類のインサートを管理する⼿間を
省くことや付け間違いを防ぐためにも、インサートの共通化は重要なポイントと位置付けました。
そんなインサートの⾯の設計にこだわり抜き、試⾏錯誤を繰返した末、業界内における課題の
ひとつを解決できたと思います。
さまざまな加工形態に対応。
❸ YouTube
❻
❶
❷
❺ ❹
❼
❶肩削り加⼯ ❺溝加⼯
❷ランピング加⼯ ❻ヘリカル加⼯
❸ポケット加⼯ ❼正⾯削り加⼯
❹ 3次元倣い加⼯
4
Page6
Inserts インサート
縦刃の切削を進化させた、4コーナインサート。
切りくず排出性を A2 B2 インサートの性能を支える
向上させる 2⾯構造
1平⾯すくい刃
A
A ランピング加工を実現
B1 1 B 良好な仕上げ⾯を実現
凸形状による
YouTube インサート強度を増加
開発者の声 Voice of Developer
設計は可能だが、製品化するのが難しいインサートの形状。
タフでありながらマルチな切削を実現させるのは、インサートの形状にあります。試作
品から、製品として安定した形状を維持させるのが⾮常に難しいものでした。改良を
繰返し、ようやく製品化に至ったこのインサートは、三菱マテリアルの技術の結晶と
いっても過⾔ではありません。
凸切れ刃による⾼精度な壁⾯加工が可能 大Rさらい刃により良好な仕上げ⾯を実現
* 8µm
* 当社独自の加⼯条件によるものです。
<切削条件>
被削材 : SCM440 送り量 : fz=0.1mm/t.
カッタ径 : DC=25mm 切込み量 : ap = 6.5mm ae = 3.0mm
インサート : Mブレーカ 加⼯形態 : 単刃切削、3段分切込み
切削速度 : vc=160m/min
YouTube
5
大Rさらい刃
Page7
幅広い被削材をカバーするインサート材種。
ISO PVD ISO PVD ISO CVD PVD
10 10 10
20 20 20
P M K
30 30 30
40 40 40
ISO 超硬合金 ISO PVD ISO PVD
10 10 10
20 20 20
N S H
30 30 30
40 40 40
MP6100/MP7100/MP9100
TOUGH-Σ TECHNOLOGY
シリーズ 熱に、亀裂にタフ
新コーティングが加工を変える!!
タフ-シグマ テクノロジー
TOUGH-∑ Technology
個々に優れたコーティング・技術の融合化(Σ)により強靭(TOUGH)さを実現します。
ベース層 Al-Ti-Cr-N系積層コーティング
被削材別最適被膜
⾼Al-(Al, Ti)N P
Al含有量を⾼め、被膜硬度向上
(Al,Cr)N系
および⾼硬度相安定化が図ら
れ、切削加⼯時での耐摩耗性、 熱の膨張と収縮に強い
耐クラック性、耐溶着性が向上 熱亀裂(サーマルクラック)
しました。
M TiN系
積層構造によ
りクラック進展 加⼯硬化層に強い
を阻止すること 境界損傷
で耐欠損性が *イメージ図
向上しました。 S CrN系
*イメージ図 刃こぼれに強い
構成刃先(溶着)による摩耗
鋳鉄加工用CVDコーティングMC5020
MC5020は、鋳鉄フライス加⼯の第一推奨材種です。
優れた耐摩耗性に加えて、ダクタイル鋳鉄時に発生しやすい熱亀裂やチッピングを抑制し、長寿命を実現します。
コーティング表⾯の比較 超平滑コーティング
「ブラック・スーパーイーブンコーティング」
極めて平滑な表⾯により、
溶着チッピングなどの異常損傷を抑制。
従来コーティング ブラック・スーパーイーブンコーティング
6
非鉄金属 鋼
MP6120
TF15 VP15TF
MP6130
チタン合金、耐熱合金 ステンレス鋼
MP9120
MP7130
VP15TF
VP15TF
MP9130
高硬度鋼 鋳鉄
MC5020
VP15TF
VP15TF
Page8
転削加工用コーテッド超硬材種
MV1020
Al-Rich(アルミリッチ)コーティング
進化した耐摩耗性と耐熱衝撃性
独自技術による新しいコーティングプロセスにより、Al含有比率を⾼めても結晶構造が変化しないAl-Richコーティングを開発し、⾼いAl含有
比率と⾼い被膜硬さを実現しました。
皮膜硬さに加え耐酸化性も大幅に向上させたことで、極めて優れた耐摩耗性を実現しました。
また、極めて熱に強く、乾式切削はもちろん従来熱亀裂の発生しやすかった湿式切削においても、優れた加⼯安定性を実現しました。
硬質相
5000 軟質相
新開発Al-Richコーティング
Al-Richテクノロジー
4000
従来(Al,Ti)N N
3000
超硬合金 Ti
2000
Al
1000
超硬合金
0
60 MV1020
Al含有比率 (at%) 結晶イメージ
推奨切削条件 MV1020
y 乾式切削 (mm)
ブレーカ 切込み量 ae
被削材 特性 切削状態 第一 第二 ≦0.25DC 0.25-0.5DC 0.5-0.75DC DC(溝)
推奨 推奨 切削速度 vc (m/min)
P 軟鋼 硬さ
≦180HB
L M 280(220─330) 270(210─320) 220(170─260) 220(170─260)
硬さ
180─280HB
L M 220(170─260) 210(160─240) 170(130─200) 170(130─200)
炭素鋼・合金鋼
硬さ
280─350HB
L M 180(140─210) 170(130─200) 140(110─160) 140(110─160)
M 析出硬化系 硬さ
ステンレス鋼 <450HB L M 150(120─180) 140(90─160) 100(70─130) 100(70─130)
K 引張り強さ
≦
450MPa M L 200(150─280) 190(140─270) 170(130─240) 170(130─240)
ダクタイル鋳鉄
引張り強さ
≦800MPa M L 180(140─250) 170(130─240) 150(120─210) 150(120─210)
y 湿式切削 (mm)
ブレーカ 切込み量 ae
被削材 特性 切削状態 第一 第二 ≦0.25DC 0.25-0.5DC 0.5-0.75DC DC(溝)
推奨 推奨 切削速度 vc (m/min)
P 軟鋼 硬さ
≦180HB
L M 210(150─290) 200(140─270) 150(110─180) 150(110─180)
硬さ L M 180(140─210) 170(120─200) 150(110─180) 150(110─180)
炭素鋼・合金鋼
180─280HB
硬さ
280─350HB
L M 140(110─160) 130(90─150) 120(80─140) 120(80─140)
M 析出硬化系 硬さ
ステンレス鋼 <450HB L M 110(90─150) 100(70─130) 70(50─110) 70(50─110)
K 引張り強さ
≦
450MPa M L 180(150─240) 170(140─230) 150(130─200) 150(130─200)
ダクタイル鋳鉄
引張り強さ
≦800MPa M L 160(130─210) 150(120─200) 130(110─170) 130(110─170)
注1) 本切削条件はスタンダードシャンクタイプ(呼び記号末尾S)、アーバタイプにおける目安です。加⼯中にびびりやインサートのチッピングなど
が発生する場合は、状況に応じ条件も変化させてください。
注2) 径方向の切込み量(ae)が0.5DC以上の場合、刃数の少ないタイプを推奨します。
注3) 仕上げ面を重視する場合は湿式切削を推奨します。(乾式切削に比べて寿命は低下します。)
注4) 推奨より⾼い切削条件や長期的な使⽤などによりねじが疲労し、切削中に破損する恐れがあります。定期的にねじを交換してください。
注5) 送り量については、VPX200 24ページ、VPX300 26ページからの推奨条件をご参照ください。
7
皮膜硬さ (HV)
Page9
ブレーカシステム
新たに低抵抗ブレーカを追加しました。
切れ味 刃先強度
優先 優先
NEW
N
Ti Lブレーカ Mブレーカ
Al 切削状態被削材
安定切削 一般切削 不安定切削
P
M
L
M
M
L
K
M
L
M
N
L
S M
チタン合金 L
S M
耐熱合金 L
H M
ブレーカ選択についての詳細は7、23ページをご参照ください。
8
Page10
⾼能率加⼯⽤多機能カッタ
多機能用 90°KAPR
VPX200 図1
P M K N S H KAPR
APMX
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材 高硬度鋼 LH
LF
図2
KAPR
APMX
LH
LF
規格は右勝手(R)のみです。
yシャンクタイプ
クーラント穴あり (mm)
在庫
DC 呼 び 記 号 刃数 DCON LF LH APMX RMPX RPMX WT 図 インサートタイプ
R (min-1) (kg)
16 VPX200R1602SA16S a 2 16 85 25 8 1.85° 37900 0.11 1 LOGU09
18 VPX200R1802SA16S a 2 16 85 25 8 1.56° 35300 0.12 2 LOGU09
18 VPX200R1802SA16L a 2 16 120 25 8 1.56° 35300 0.17 2 LOGU09
20 VPX200R2002SA16S a 2 16 100 25 8 1.35° 33200 0.14 2 LOGU09
20 VPX200R2003SA16S a 3 16 100 25 8 1.35° 33200 0.14 2 LOGU09
20 VPX200R2002SA20S a 2 20 100 30 8 1.35° 33200 0.21 1 LOGU09
20 VPX200R2003SA20S a 3 20 100 30 8 1.35° 33200 0.21 1 LOGU09
20 VPX200R2002SA20L a 2 20 150 60 8 1.35° 33200 0.32 1 LOGU09
22 VPX200R2202SA20S a 2 20 115 30 8 1.16° 31400 0.26 2 LOGU09
22 VPX200R2203SA20S a 3 20 115 30 8 1.16° 31400 0.25 2 LOGU09
22 VPX200R2202SA20L a 2 20 150 30 8 1.16° 31400 0.34 2 LOGU09
25 VPX200R2503SA20S a 3 20 115 30 8 0.97° 29000 0.26 2 LOGU09
25 VPX200R2504SA20S a 4 20 115 30 8 0.97° 29000 0.26 2 LOGU09
25 VPX200R2503SA25S a 3 25 115 35 8 0.97° 29000 0.39 1 LOGU09
25 VPX200R2504SA25S a 4 25 115 35 8 0.97° 29000 0.39 1 LOGU09
25 VPX200R2503SA25L a 3 25 170 70 8 0.97° 29000 0.57 1 LOGU09
28 VPX200R2803SA25S a 3 25 115 35 8 0.84° 27200 0.41 2 LOGU09
28 VPX200R2804SA25S a 4 25 115 35 8 0.84° 27200 0.41 2 LOGU09
28 VPX200R2803SA25L a 3 25 170 35 8 0.84° 27200 0.61 2 LOGU09
30 VPX200R3003SA25S a 3 25 125 35 8 0.77° 26000 0.46 2 LOGU09
30 VPX200R3004SA25S a 4 25 125 35 8 0.77° 26000 0.46 2 LOGU09
32 VPX200R3203SA32S a 3 32 125 45 8 0.71° 25100 0.70 1 LOGU09
32 VPX200R3204SA32S a 4 32 125 45 8 0.71° 25100 0.70 1 LOGU09
32 VPX200R3205SA32S a 5 32 125 45 8 0.71° 25100 0.70 1 LOGU09
32 VPX200R3203SA32L a 3 32 190 90 8 0.71° 25100 1.06 1 LOGU09
35 VPX200R3503SA32L a 3 32 190 45 8 0.63° 23800 1.14 2 LOGU09
40 VPX200R4004SA32S a 4 32 125 45 8 0.54° 22000 0.81 2 LOGU09
40 VPX200R4006SA32S a 6 32 125 45 8 0.54° 22000 0.80 2 LOGU09
50 VPX200R5005SA32S a 5 32 125 45 8 0.42° 19200 0.91 2 LOGU09
50 VPX200R5007SA32S a 7 32 125 45 8 0.42° 19200 0.91 2 LOGU09
注1) 最⾼許容回転速度は、遠心力によるインサート飛散・ボディ破損を生じないという条件で設定され 切削条件 P23, P24
ています。
注2) ⾼速回転時は、アーバなどを含めたバランス取り、およびカッタ破損を想定した安全対策などの細
心の注意が必要となります。
a : 標準在庫品
9
DC
DC
DCON DCON
Page11
A
CRKS
S
A 10
KAPR
APMX
LF A-A 断面
OAL
規格は右勝手(R)のみです。
yスクリューインタイプ
クーラント穴あり (mm)
在庫
DC 呼 び 記 号 刃数 DCON DCSFMS OAL LF S10 CRKS WT APMX RMPX インサートタイプ
R (kg)
16 VPX200R1602AM0830 a 2 8.5 14.5 48 30 10 M08 0.03 8 1.85° LOGU09
18 VPX200R1802AM0830 a 2 8.5 14.5 48 30 10 M08 0.04 8 1.56° LOGU09
20 VPX200R2002AM1030 a 2 10.5 18.5 49 30 14 M10 0.06 8 1.35° LOGU09
20 VPX200R2003AM1030 a 3 10.5 18.5 49 30 14 M10 0.06 8 1.35° LOGU09
22 VPX200R2202AM1030 a 2 10.5 18.5 49 30 14 M10 0.06 8 1.16° LOGU09
22 VPX200R2203AM1030 a 3 10.5 18.5 49 30 14 M10 0.06 8 1.16° LOGU09
25 VPX200R2503AM1235 a 3 12.5 23.5 57 35 19 M12 0.11 8 0.97° LOGU09
25 VPX200R2504AM1235 a 4 12.5 23.5 57 35 19 M12 0.11 8 0.97° LOGU09
32 VPX200R3203AM1640 a 3 17.0 28.5 63 40 24 M16 0.21 8 0.71° LOGU09
32 VPX200R3204AM1640 a 4 17.0 28.5 63 40 24 M16 0.21 8 0.71° LOGU09
32 VPX200R3205AM1640 a 5 17.0 28.5 63 40 24 M16 0.21 8 0.71° LOGU09
35 VPX200R3503AM1640 a 3 17.0 28.5 63 40 24 M16 0.24 8 0.63° LOGU09
35 VPX200R3505AM1640 a 5 17.0 28.5 63 40 24 M16 0.23 8 0.63° LOGU09
40 VPX200R4004AM1640 a 4 17.0 28.5 63 40 24 M16 0.26 8 0.54° LOGU09
40 VPX200R4006AM1640 a 6 17.0 28.5 63 40 24 M16 0.26 8 0.54° LOGU09
注1) スクリューインタイプの取付けアーバは21、22ページをご参照ください。 切削条件 P23, P24
対応部品 (mm)
*
DC カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
16 VPX200R16 TPS27F1 TIP07F MK1KS
18 VPX200R18 TPS27F1 TIP07F MK1KS
20 VPX200R20 TPS27F1 TIP07F MK1KS
22 VPX200R22 TPS27F2 TIP07F MK1KS
25 VPX200R25 TPS27F2 TIP07F MK1KS
28 VPX200R28 TPS27F2 TIP07F MK1KS
30 VPX200R30 TPS27F2 TIP07F MK1KS
32 VPX200R32 TPS27F2 TIP07F MK1KS
35 VPX200R35 TPS27F2 TIP07F MK1KS
40 VPX200R40 TPS27F2 TIP07F MK1KS
50 VPX200R50 TPS27F2 TIP07F MK1KS
* 締付けトルク(N • m) : TPS27F1 = 1.0,TPS27F2 = 1.0
10
DC
DCON
DCSFMS
Page12
⾼能率加⼯⽤多機能カッタ
DCSFMS
DCON
KWW
KAPR
DAH セットボルト
DCCB DC 呼び記号 形 状
DC &32, &40 HSC08025H
&50, &63 HSC10030H
規格は右勝手(R)のみです。
y アーバタイプ
KAPR:90°
GAMP : -6° GAMF : -25°
クーラント穴あり
取付 = ミリサイズ (mm)
在庫
DC 呼 び 記 号 刃数 LF DCON WT APMX RMPX RPMX インサートタイプ
R (kg) (min-1)
32 VPX200-032A03AR a 3 35 16 0.11 8 0.71° 25100 LOGU09
32 VPX200-032A05AR a 5 35 16 0.11 8 0.71° 25100 LOGU09
40 VPX200-040A04AR a 4 40 16 0.23 8 0.54° 22000 LOGU09
40 VPX200-040A06AR a 6 40 16 0.22 8 0.54° 22000 LOGU09
50 VPX200-050A05AR a 5 40 22 0.36 8 0.42° 19200 LOGU09
50 VPX200-050A07AR a 7 40 22 0.36 8 0.42° 19200 LOGU09
63 VPX200-063A06AR a 6 40 22 0.66 8 0.32° 16700 LOGU09
63 VPX200-063A09AR a 9 40 22 0.66 8 0.32° 16700 LOGU09
注1) 最⾼許容回転速度は、遠心力によるインサート飛散・ボディ破損を生じないという条件で設定され 切削条件 P23, P24
ています。
注2) ⾼速回転時は、アーバなどを含めたバランス取り、およびカッタ破損を想定した安全対策などの細
心の注意が必要となります。
取付け寸法一覧表 (mm)
DC 呼 び 記 号 DCON CBDP DAH DCCB LCCB DCSFMS KWW L8
32 VPX200-032A03AR 16 18 9 14 8 30 8.4 5.6
32 VPX200-032A05AR 16 18 9 14 8 30 8.4 5.6
40 VPX200-040A04AR 16 18 9 14 13 37 8.4 5.6
40 VPX200-040A06AR 16 18 9 14 13 37 8.4 5.6
50 VPX200-050A05AR 22 20 11 17 11 47 10.4 6.3
50 VPX200-050A07AR 22 20 11 17 11 47 10.4 6.3
63 VPX200-063A06AR 22 20 11 17 11 60 10.4 6.3
63 VPX200-063A09AR 22 20 11 17 11 60 10.4 6.3
対応部品
*
カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
VPX200 TPS27F2 TIP07F MK1KS
* 締付けトルク(N • m) : TPS27F2 = 1.0
a : 標準在庫品
11
LCCB CBDP
L8
APMX
LF
Page13
深切込み用 90°KAPR
VPX200 長刃形
P M K N S H
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
図1
APMX KAPR
LH
LF
図2
APMX KAPR
LH
LF
規格は右勝手(R)のみです。
yシャンクタイプ
クーラント穴あり (mm)
在庫
DC 呼 び 記 号 有効刃列 総刃数 DCON LF LH APMX RMPX WT
*
図 インサートタイプ
R (kg)
20 VPX200R202SA20S01404 a 2 4 20 100 30 14 1.35° 0.21 1 LOGU09
22 VPX200R222SA20S01404 a 2 4 20 115 30 14 1.16° 0.26 2 LOGU09
25 VPX200R252SA25S02106 a 2 6 25 115 35 21 0.97° 0.39 1 LOGU09
25 VPX200R252SA25S02808 a 2 8 25 125 45 28 0.97° 0.41 1 LOGU09
28 VPX200R282SA25S02106 a 2 6 25 115 35 21 0.84° 0.40 2 LOGU09
28 VPX200R282SA25S02808 a 2 8 25 125 45 28 0.84° 0.43 2 LOGU09
32 VPX200R322SA32S02808 a 2 8 32 125 45 28 0.71° 0.68 1 LOGU09
32 VPX200R323SA32S02812 a 3 12 32 125 45 28 0.71° 0.67 1 LOGU09
32 VPX200R322SA32S03510 a 2 10 32 130 50 35 0.71° 0.70 1 LOGU09
32 VPX200R323SA32S03515 a 3 15 32 130 50 35 0.71° 0.68 1 LOGU09
35 VPX200R352SA32S02808 a 2 8 32 125 45 28 0.63° 0.72 2 LOGU09
35 VPX200R353SA32S02812 a 3 12 32 125 45 28 0.63° 0.71 2 LOGU09
35 VPX200R352SA32S03510 a 2 10 32 130 50 35 0.63° 0.74 2 LOGU09
35 VPX200R353SA32S03515 a 3 15 32 130 50 35 0.63° 0.73 2 LOGU09
40 VPX200R403SA32S03515 a 3 15 32 130 50 35 0.54° 0.81 2 LOGU09
40 VPX200R404SA32S03520 a 4 20 32 130 50 35 0.54° 0.80 2 LOGU09
40 VPX200R403SA32S04218 a 3 18 32 140 60 42 0.54° 0.88 2 LOGU09
40 VPX200R404SA32S04224 a 4 24 32 140 60 42 0.54° 0.86 2 LOGU09
*底刃(先端刃)を除く外周刃は、コーナR(RE)0.8mmの使⽤を推奨します。 (0.2mm、0.4mmのインサートも使⽤可能です) 切削条件 P23, P34
対応部品 (mm)
*
DC カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
20 VPX200R20 TPS27F1 TIP07F MK1KS
22 VPX200R22 TPS27F2 TIP07F MK1KS
25 VPX200R25 TPS27F2 TIP07F MK1KS
28 VPX200R28 TPS27F2 TIP07F MK1KS
32 VPX200R32 TPS27F2 TIP07F MK1KS
35 VPX200R35 TPS27F2 TIP07F MK1KS
40 VPX200R40 TPS27F2 TIP07F MK1KS
* 締付けトルク(N • m) : TPS27F1 = 1.0,TPS27F2 = 1.0
12
DC DC
DCON DCON
Page14
⾼能率加⼯⽤多機能カッタ
図1 図2 LCCB CBDP
CBDP L8
LCCB L8
KAPR
APMX KAPR
LF APMX
LF
規格は右勝手(R)のみです。
DC APMX セットボルト 呼び記号 形 状
yシェルタイプ &32 35 HSC08045
&
KAPR:90°
40 42 HSC08050
GAMP : -6° GAMF : -25° &50 42 HSC10045
クーラント穴あり
取付 = ミリサイズ (mm)
在庫
DC 呼 び 記 号 有効刃列 総刃数 LF DCON WT APMX RMPX 図 インサートタイプ*
R (kg)
32 VPX200-032A02A035R10 a 2 10 55 16 0.22 35 0.71° 1 LOGU09
32 VPX200-032A03A035R15 a 3 15 55 16 0.20 35 0.71° 1 LOGU09
40 VPX200-040A03A042R18 a 3 18 60 16 0.34 42 0.54° 2 LOGU09
40 VPX200-040A04A042R24 a 4 24 60 16 0.33 42 0.54° 2 LOGU09
50 VPX200-050A04A042R24 a 4 24 60 22 0.55 42 0.42° 2 LOGU09
50 VPX200-050A05A042R30 a 5 30 60 22 0.54 42 0.42° 2 LOGU09
*底刃(先端刃)を除く外周刃は、コーナR(RE)0.8mmの使⽤を推奨します。 (0.2mm、0.4mmのインサートも使⽤可能です) 切削条件 P23, P34
取付け寸法一覧表 (mm)
DC 呼 び 記 号 DCON CBDP DAH DCCB LCCB DCSFMS KWW L8
32 VPX200-032A02A035R10 16 18 9 14 8 37 8.4 5.6
32 VPX200-032A03A035R15 16 18 9 14 8 37 8.4 5.6
40 VPX200-040A03A042R18 16 18 9 14 8 37 8.4 5.6
40 VPX200-040A04A042R24 16 18 9 14 8 37 8.4 5.6
50 VPX200-050A04A042R24 22 20 11 17 13 47 10.4 6.3
50 VPX200-050A05A042R30 22 20 11 17 13 47 10.4 6.3
対応部品
*
カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
VPX200 TPS27F2 TIP07F MK1KS
* 締付けトルク(N • m) : TPS27F2 = 1.0
13
DC
DCCB
DAH
KWW
DCON
DCSFMS
DC
DCCB
DAH
KWW
DCON
DCSFMS
Page15
yインサート
P 鋼 切削状態(目安):
M ステンレス鋼 :安定切削 :一般切削 :不安定切削
K 鋳鉄
被削材
N 非鉄金属
S 耐熱合金、チタン合金 ホーニング:
H 高硬度鋼 E:丸ホーニング F:シャープエッジ
コーティング 超硬
ホ
インサート ー
外観 呼 び 記 号
精
度ニ L RE LE S BS 形 状ン
グ
低抵抗形 LOGU0904020PNER-L G E u a a a a a a a 8.7 0.2 7.6 4.3 1.7
Lブレーカ LOGU0904040PNER-L G E a a a a a a a a 8.7 0.4 7.6 4.3 1.5
LOGU0904080PNER-L G E a a a a a a a a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNER-L G E u a a a a a a a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNER-L G E u a a a a a a a 8.7 1.2 7.6 4.3 0.8
LOGU0904160PNER-L G E u a a a a a a a 8.7 1.6 7.6 4.3 0.5 RE
LOGU0904020PNFR-L
G F a 8.7 0.2 7.6 4.3 1.7 BS
LOGU0904040PNFR-L G F a 8.7 0.4 7.6 4.3 1.5
LOGU0904080PNFR-L G F a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNFR-L G F a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNFR-L G F a 8.7 1.2 7.6 4.3 0.8 S
LOGU0904160PNFR-L G F a 8.7 1.6 7.6 4.3 0.5 規格は右勝手(R)のみです。
汎用 LOGU0904020PNER-M G E u a a a a a a a 8.7 0.2 7.6 4.3 1.7
Mブレーカ LOGU0904040PNER-M G E a a a a a a a a 8.7 0.4 7.6 4.3 1.6
LOGU0904080PNER-M G E a a a a a a a a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNER-M G E u a a a a a a a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNER-M G E u a a a a a a a 8.7 1.2 7.6 4.3 0.9
LOGU0904160PNER-M G E u a a a a a a a 8.7 1.6 7.6 4.3 0.5 RE
LOGU0904020PNFR-M G F a 8.7 0.2 7.6 4.3 1.7 BS
LOGU0904040PNFR-M G F a 8.7 0.4 7.6 4.3 1.6
LOGU0904080PNFR-M G F a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNFR-M G F a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNFR-M G F a 8.7 1.2 7.6 4.3 0.9 S
LOGU0904160PNFR-M G F a 8.7 1.6 7.6 4.3 0.5 規格は右勝手(R)のみです。
インサート選択 P7, P23
u : 2020年冬発売予定 a : 標準在庫品(インサートは、1ケース 10 個入りです)
14
MV1020
MC5020
MP6120
MP6130
MP7130
MP9120
MP9130
VP15TF
TF15
LE LE
L L
Page16
⾼能率加⼯⽤多機能カッタ
多機能用 90°KAPR
VPX300 図1
P M K N S H KAPR
APMX
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材 高硬度鋼 LH
LF
図2
KAPR
APMX
LH
LF
規格は右勝手(R)のみです。
yシャンクタイプ
クーラント穴あり (mm)
在庫
DC 呼 び 記 号 刃数 DCON LF LH APMX RMPX RPMX WT 図 インサートタイプ
R (min-1) (kg)
25 VPX300R2502SA25S a 2 25 115 35 11 2.13° 24100 0.38 1 LOGU12
25 VPX300R2502SA25L a 2 25 170 70 11 2.13° 24100 0.56 1 LOGU12
28 VPX300R2802SA25S a 2 25 115 35 11 1.77° 22500 0.40 2 LOGU12
28 VPX300R2802SA25L a 2 25 170 35 11 1.77° 22500 0.60 2 LOGU12
30 VPX300R3002SA25S a 2 25 125 35 11 1.61° 21500 0.45 2 LOGU12
30 VPX300R3003SA25S a 3 25 125 35 11 1.61° 21500 0.44 2 LOGU12
32 VPX300R3202SA32S a 2 32 125 45 11 1.47° 20600 0.69 1 LOGU12
32 VPX300R3203SA32S a 3 32 125 45 11 1.47° 20600 0.68 1 LOGU12
32 VPX300R3203SA32L a 3 32 190 90 11 1.47° 20600 1.04 1 LOGU12
35 VPX300R3503SA32L a 3 32 190 45 11 1.28° 19500 1.10 2 LOGU12
40 VPX300R4003SA32S a 3 32 125 45 11 1.06° 17900 0.76 2 LOGU12
40 VPX300R4004SA32S a 4 32 125 45 11 1.06° 17900 0.76 2 LOGU12
50 VPX300R5004SA32S a 4 32 125 45 11 0.79° 15500 0.89 2 LOGU12
50 VPX300R5006SA32S a 6 32 125 45 11 0.79° 15500 0.88 2 LOGU12
注1) 最⾼許容回転速度は、遠心力によるインサート飛散・ボディ破損を生じないという条件で設定され 切削条件 P23, P29
ています。
注2) ⾼速回転時は、アーバなどを含めたバランス取り、およびカッタ破損を想定した安全対策などの細
心の注意が必要となります。
a : 標準在庫品
15
DC
DC
DCON DCON
Page17
A
CRKS
S
A 10
KAPR
APMX
LF A-A 断面
OAL
規格は右勝手(R)のみです。
yスクリューインタイプ
クーラント穴あり (mm)
在庫
DC 呼 び 記 号 刃数 DCON DCSFMS OAL LF S10 CRKS WT APMX RMPX インサートタイプ
R (kg)
25 VPX300R2502AM1235 a 2 12.5 23.5 57 35 19 M12 0.10 11 2.13° LOGU12
28 VPX300R2802AM1235 a 2 12.5 23.5 57 35 19 M12 0.12 11 1.77° LOGU12
32 VPX300R3202AM1640 a 2 17.0 28.5 63 40 24 M16 0.20 11 1.47° LOGU12
32 VPX300R3203AM1640 a 3 17.0 28.5 63 40 24 M16 0.19 11 1.47° LOGU12
35 VPX300R3502AM1640 a 2 17.0 28.5 63 40 24 M16 0.22 11 1.28° LOGU12
35 VPX300R3503AM1640 a 3 17.0 28.5 63 40 24 M16 0.22 11 1.28° LOGU12
40 VPX300R4003AM1640 a 3 17.0 28.5 63 40 24 M16 0.26 11 1.06° LOGU12
40 VPX300R4004AM1640 a 4 17.0 28.5 63 40 24 M16 0.26 11 1.06° LOGU12
注1) スクリューインタイプの取付けアーバは21、22ページをご参照ください。 切削条件 P23, P29
対応部品 (mm)
*
DC カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
25 VPX300R25 TPS40F1 TIP15W MK1KS
28 VPX300R28 TPS40F1 TIP15W MK1KS
30 VPX300R30 TPS40F1 TIP15W MK1KS
32 VPX300R32 TPS40F1 TIP15W MK1KS
35 VPX300R35 TPS40F1 TIP15W MK1KS
40 VPX300R40 TPS40F1 TIP15W MK1KS
50 VPX300R50 TPS40F1 TIP15W MK1KS
* 締付けトルク(N • m) : TPS40F1 = 3.0
16
DC
DCON
DCSFMS
Page18
⾼能率加⼯⽤多機能カッタ
DCSFMS
DCON
KWW
KAPR
DAH DC セットボルト DCCB 呼び記号 形 状
DC &40 HSC08025H
&50, &63
アーバタイプ
HSC10030H
y 規格は右勝手(R)のみです。 &80 HSC12035H
KAPR:90°
GAMP : -6° GAMF : -22.5°
クーラント穴あり
取付 = インチサイズ (mm)
在庫 最高許容
DC 呼 び 記 号 刃数 LF DCON WT APMX RMPX 回転速度 インサートタイプ
R (kg) (min-1)
80 VPX300R08007CA a 7 50 25.4 1.00 11 0.45° 11500 LOGU12
80 VPX300R08010CA a 10 50 25.4 1.00 11 0.45° 11500 LOGU12
取付 = ミリサイズ (mm)
在庫 WT 最高許容DC 呼 び 記 号 刃数 LF DCON APMX RMPX 回転速度 インサートタイプ
R (kg) (min-1)
40 VPX300-040A03AR a 3 40 16 0.21 11 1.06° 17900 LOGU12
40 VPX300-040A04AR a 4 40 16 0.21 11 1.06° 17900 LOGU12
50 VPX300-050A04AR a 4 40 22 0.34 11 0.79° 15500 LOGU12
50 VPX300-050A06AR a 6 40 22 0.33 11 0.79° 15500 LOGU12
63 VPX300-063A06AR a 6 40 22 0.61 11 0.60° 13400 LOGU12
63 VPX300-063A08AR a 8 40 22 0.62 11 0.60° 13400 LOGU12
80 VPX300-080A07AR a 7 50 27 0.99 11 0.45° 11500 LOGU12
80 VPX300-080A10AR a 10 50 27 0.99 11 0.45° 11500 LOGU12
注1) 最⾼許容回転速度は、遠心力によるインサート飛散・ボディ破損を生じないという条件で設定され 切削条件 P23, P29
ています。
注2) ⾼速回転時は、アーバなどを含めたバランス取り、およびカッタ破損を想定した安全対策などの細
心の注意が必要となります。
取付け寸法一覧表 (mm)
DC 呼 び 記 号 DCON CBDP DAH DCCB LCCB DCSFMS KWW L8
40 VPX300-040A03AR 16 18 9 14 12.4 37 8.4 5.6
40 VPX300-040A04AR 16 18 9 14 12.4 37 8.4 5.6
50 VPX300-050A04AR 22 20 11 17 10.4 47 10.4 6.3
50 VPX300-050A06AR 22 20 11 17 10.4 47 10.4 6.3
63 VPX300-063A06AR 22 20 11 17 10.4 60 10.4 6.3
63 VPX300-063A08AR 22 20 11 17 10.4 60 10.4 6.3
80 VPX300R08007CA 25.4 26 13 20 13.4 56 9.5 6.0
80 VPX300R08010CA 25.4 26 13 20 13.4 56 9.5 6.0
80 VPX300-080A07AR 27 23 13 20 13.4 56 12.4 7.0
80 VPX300-080A10AR 27 23 13 20 13.4 56 12.4 7.0
対応部品
*
カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
VPX300 TPS40F1 TIP15W MK1KS
* 締付けトルク(N • m) : TPS40F1 = 3.0
a : 標準在庫品
17
LCCB CBDP
L8
APMX
LF
Page19
深切込み用 90°KAPR
VPX300 長刃形
P M K N S H
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
KAPR
APMX
LH
LF
規格は右勝手(R)のみです。
yシャンクタイプ
クーラント穴あり (mm)
在庫
DC
*
呼 び 記 号 有効刃列 総刃数 DCON LF LH APMX RMPX WT インサートタイプ
R (kg)
40 VPX300R402SA32S02104 a 2 4 32 125 45 21 1.06° 0.78 LOGU12
40 VPX300R402SA32S03106 a 2 6 32 130 50 31 1.06° 0.79 LOGU12
40 VPX300R402SA32S04208 a 2 8 32 140 60 42 1.06° 0.84 LOGU12
* 底刃(先端刃)を除く外周刃は、コーナR(RE)0.8mmの使⽤を推奨します。 (0.2mm、0.4mmのインサートも使⽤可能です) 切削条件 P23, P34
対応部品 (mm)
*
DC カッタボディタイプ
クランプねじ レンチ 焼付き防止剤
40 VPX300R40 TPS40F1 TIP15W MK1KS
* 締付けトルク(N • m) : TPS40F1 = 3.5
18
DC
DCON
Page20
⾼能率加⼯⽤多機能カッタ
LCCB CBDP
L8
呼 び 記 号 APMX セットボルト 呼び記号 形 状
VPX300-040A02A031 31 HSC08040
VPX300-040A02A042 42 HSC08050
VPX300-050A03A031 31 HSC10040
VPX300-050A03A042 42 HSC10050
KAPR
VPX300-050A03A052 52 HSC10060
APMX VPX300-063A04A042 42 HSC12050
LF VPX300-063A04A052 52 HSC12060
VPX300-080A05A052 52 HSC12060
規格は右勝手(R)のみです。 VPX300-080A05A063 63 HSC12070
yシェルタイプ VPX300R08005CA052 52 HSC16055
KAPR:90° VPX300R08005CA063 63 HSC16065
GAMP : -6° GAMF : -22.5°
クーラント穴あり
取付 = ミリサイズ (mm)
在庫
DC 呼 び 記 号 有効刃列 総刃数 LF DCON WT APMX RMPX
*
インサートタイプ
R (kg)
40 VPX300-040A02A031R06 a 2 6 50 16 0.26 31 1.06° LOGU12
40 VPX300-040A02A042R08 a 2 8 60 16 0.31 42 1.06° LOGU12
50 VPX300-050A03A031R09 a 3 9 55 22 0.47 31 0.79° LOGU12
50 VPX300-050A03A042R12 a 3 12 65 22 0.55 42 0.79° LOGU12
50 VPX300-050A03A052R15 a 3 15 75 22 0.63 52 0.79° LOGU12
63 VPX300-063A04A042R16 a 4 16 65 27 0.92 42 0.6° LOGU12
63 VPX300-063A04A052R20 a 4 20 75 27 1.06 52 0.6° LOGU12
80 VPX300-080A05A052R25 a 5 25 75 27 1.94 52 0.45° LOGU12
80 VPX300-080A05A063R30 a 5 30 85 27 2.20 63 0.45° LOGU12
取付 = インチサイズ (mm)
在庫
DC 呼 び 記 号 有効刃列 総刃数 LF DCON WT APMX RMPX インサートタイプ
R (kg)
80 VPX300R08005CA05225 a 5 25 75 31.75 1.81 52 0.45° LOGU12
80 VPX300R08005CA06330 a 5 30 85 31.75 2.06 63 0.45° LOGU12
*底刃(先端刃)を除く外周刃は、コーナR(RE)0.8mmの使⽤を推奨します。 切削条件 P23, P34(0.2mm、0.4mmのインサートも使⽤可能です)
取付け寸法一覧表 (mm)
DC 呼 び 記 号 DCON CBDP DAH DCCB LCCB DCSFMS KWW L8
40 VPX300-040A02A031R06 16 18 9 14 8.4 37 8.4 5.6
40 VPX300-040A02A042R08 16 18 9 14 8.4 37 8.4 5.6
50 VPX300-050A03A031R09 22 20 11 17 12.4 47 10.4 6.3
50 VPX300-050A03A042R12 22 20 11 17 12.4 47 10.4 6.3
50 VPX300-050A03A052R15 22 20 11 17 12.4 47 10.4 6.3
63 VPX300-063A04A042R16 27 23 13 20 12.4 76 12.4 7.0
63 VPX300-063A04A052R20 27 23 13 20 12.4 76 12.4 7.0
80 VPX300-080A05A052R25 27 23 13 20 12.4 76 12.4 7.0
80 VPX300-080A05A063R30 27 23 13 20 12.4 76 12.4 7.0
80 VPX300R08005CA05225 31.75 32 17 26 17.4 76 12.7 8.0
80 VPX300R08005CA06330 31.75 32 17 26 17.4 76 12.7 8.0
u : 2020年冬発売予定 a : 標準在庫品(インサートは、1ケース 10 個入りです)
19
DC
DCCB
DAH
KWW
DCON
DCSFMS